
1. Introduction
Rechargeable Li-ion batteries (LIBs) have been successfully commercialized as promising power sources for electronic mobile devices, electric vehicles, and large-scale energy storage systems. Up to now, to further improve the specific energy of LIB, much effort has been devoted to the development of cost-effective anode with a high capacity for use in the LIBs. In particular, Si and Si-based alloy materials are of significant interest because they exhibit much higher specific capacity (~4000 mAh/g) compared to graphite (372 mAh/g). However, the severe volume changes of these materials upon lithiation and delithiation induces the mechanical failure of active materials and, thus, result in the significant capacity decay during cycling, which hinders their practical application in LIBs [1ŌĆō5]. To alleviate this problem, various attempts to use the nano-sized particles and composite materials comprising of the active and matrix phases have been pursued by effectively accommodating the volume change of active particles and providing the facile path for charge conduction [6ŌĆō12].
Numerous Si-alloy systems with various kinds of matrix phase, including Si-Sn-M, Si-Ti-M, and Si-Al-M (M is the third metal element) have been investigated, then it was reported that the Li storage performances of Si-alloys are strongly interrelated with their crystal phase, microstructure, and composition [13ŌĆō19]. Among these Si-alloy systems, the Si-Al-M system, where M is an element that does not alloy with Li, such as Fe, Ni, Cu, Cr and Zr, is of great interest because it can provide a large composition range of Si-Al alloy with an amorphous phase, which can more effectively buffer the volume change than crystalline phase [13,14,18,19]. Moreover, it can be easily synthesized using a rapid solidification method, such as melt-spinning, which is known as a fast and cost-effective way for producing large volumes of nanocrystalline/amorphous alloys [15ŌĆō17,20]. Despite the importance of each component in the Si-Al-M system, most of the previous works were focused on determining the microstructure-composition-performance relationship between Si and Al. Thus, the role of the M component in the Si-Al-M alloy has not been clearly understood [13,14,18ŌĆō20]. Moreover, the design of the homogeneous matrix structure by delicate control of each metal composition would be a turning point in the development of long-lasting and high-performance Si-alloy based anode for further commercialization in LIB.
In this work, we report Si-Al-M alloys synthesized via a melt-spinning process and their microstructural and electrochemical properties as LiB anodes. Various inactive metal components such as Ni, Fe, Cu, Zr were introduced as additives to modify the structural and morphological properties of Si-Al alloys by controlling the growth rate of Si grain. The Si-Al-M alloys with different metal composition were fabricated and then, in particular, the positive effects of Ni incorporation on the microstructure and Li storage performance of the Si-Al-M alloys were investigated by the microstructural and electrochemical analyses.
2. Experimental
2.1. Material synthesis
Si-Al-M alloy ingots were prepared by arc melting the pure elements Si (Taewon Scientific Co, 99.9%), Al (Taewon Scientific Co, 99.999%), Fe (Taewon Scientific Co, 99.9%), Cu (Taewon Scientific Co, 99.999%), Zr (Taewon Scientific Co, 99.5%) and Ni (Taewon Scientific Co, 99.5%) under Ar-atmosphere. The compositions of Si-Al-M alloy ingot were listed in Table 1. An ingot of the Si-Al-M alloy was meltspun through a carbon nozzle and rapidly solidified on a cold blade (Cu-wheel) with the linear velocity of 40 m/s as an alloy ribbon. Si-Al-M alloy powders were obtained by ball milling in a paint shaker (Nara Science Corp KM-2000T) for 15 min at a rotation rate of 750 rpm using n-Hexane for media. For more details on the melt spinning and ball milling conditions refer to our previous work [21].
2.2. Material characterization
To examine the crystal structures and phases, X-ray diffraction (XRD) patterns were recorded with an automated Rigaku diffractometer (SmartLab) using Cu K╬▒ (╬╗ = 1.5405 ├ģ) radiation. The XRD measurements were conducted over a scanning angle range of 10ŌĆō80┬░ at a scan rate of 3┬░/min. The morphologies and microstructures for the alloy ribbons were identified by scanning electron microscopy (SEM, Hitachi SU8230) and transmission electron microscopy (TEM, JEOL JEM-ARM200F) in conjunction with energy-dispersive X-ray spectroscopy and selected area electron diffraction (EDS and SAED, respectively).
2.3. Electrochemical experiments
Electrochemical experiments were conducted by fabricating the coin-type cell (CR2016) with a lithium metal counter electrode. The ball-milled Si-Al alloy powders were mixed with 3 wt.% Ketjen black (Infochems EC-600JD) and 10 wt.% PAI (Polyamideimide, Solvay Torlon 4000T-HV) binder in NMP (N-methyl pyrrolidone Sigma-Aldrich) solution. The slurry was then spread on a Cu foil (12 ╬╝m, Iljin materials), followed by drying under vacuum at 110┬░C for 2 h. The loading level and electrode density were controlled to be 1.5ŌĆō1.6 mg/cm2 and 1 mg/cm3, respectively. The commercial polypropylene membrane (W-Scope) soaked with the electrolyte of 1 M LiPF6 in EC:DEC:EMC (1:1:1 in volume, Panax E-Tec Co.) was used as a separating membrane. Coin cells were assembled in a glove box filled with high purity Ar gas. The galvanostatic charge-discharge tests were performed with a battery cycler (Espec, ADBT-5-1-36-S) in a voltage range of 0.005 ŌĆō 2.0 V vs. Li/Li+. Lithiation was carried out at a current density of 120 mA/g constant current mode (CC) followed by a constant voltage (CV) of 0.005 V until the current density was 50 mA/g. Further, delithiation was performed at a CC mode of 120 mA/g.
3. Results and Discussion
To investigate the effect of Ni incorporation, the Si-Al-M alloys with different metal composition were fabricated via a melt-spinning technique. For simplicity, the Si70Al25Fe2Cu1Zr2, Si70Al23Fe2ŌłÆCu1Zr2Ni2, and Si70Al25Fe2Cu1Ni2 ribbons will here-after be referred to as Si-AZ, Si-AZN, and Si-AN, respectively. In our samples, 2 and 1 at% of Fe and Cu were added, respectively, which was well-known as a glass forming element in the Si-based alloy in the previous works [20,22] for the formation of amorphous matrix phase without alloying reaction with Li. The elemental compositions are shown in Table 1.
From the SEM images of Fig. 1(a), it was confirmed that the Si-Al-M alloy ribbons with the thickness of ca. 10~20 mm are successfully prepared by the melt-spinning method. The structural information of the Si-Al-M alloys was obtained by XRD analysis, and the results are compared in Fig. 1(b). All the XRD patterns clearly exhibit the characteristic diffraction peaks corresponding to the (111), (220), (311), (400) and (331) planes of Si phase (space group Fd-3m, PDF Ōä¢ 1ŌĆō787), while noticeable reflections corresponding to other metal elements could not be seen. This implies that the Si-Al-M alloys (Si70Al25-xM5+x, 0 < x < 2 at.%) synthesized by the melt-spinning method mainly consist of the crystalline Si and amorphous phases composed of metallic elements. However, it should be noted that the Si-AN exhibits the distinctive microstructures in the magnified XRD patterns compared with other samples. While the broad diffraction peaks were observed in Si-AZ and Si-AZN, the Si-AN shows the well-defined diffraction peaks, which can be assigned to the (111) and (200) planes of Al (space group Fm-3m, PDF Ōä¢ 89ŌĆō3657). This means that the crystalline Al phase co-exists to some extent with crystalline Si and amorphous phases in Si-AN. The XRD analysis demonstrate that the phase difference can be produced by the subtle change (ca. 2 at%) of metal composition, and the metal components in Si-Al-M alloy play a critical role in determining their microstructural properties.
More detailed morphological and microstructural information of Si-Al-M alloys was acquired by TEM analysis. Fig. 2(a) shows the low magnification TEM image of Si-AZ without Ni component. Its morphological feature was that the polygonal-shaped grains with sizes of 200ŌĆō400 nm are embedded in the other matrix grains (dark grey region). The selected area electron diffraction (SAED) patterns from the square areas (red and green) marked in TEM image indicate that the polygonal-shaped and matrix grains consist of the crystalline Si and an amorphous phase, respectively, which is well consistent with the XRD result. As shown in Fig. 2(b), the EDS mapping analysis reveals that the Si element mainly resides in the polygonal-shaped crystalline grains, and elements such as Al, Fe, Cu, and Zr are uniformly dispersed in the amorphous matrix, as intended. It is also detected that the small amount of Si element exists in the matrix region. These results suggest that the crystalline Si grains are surrounded by the amorphous matrix composed of Al and other elements in the Si-Al-M alloys.
For comparison, TEM analysis results for Si-AZN and Si-AN with Ni component are given in Fig. 3. TEM images (Figs. 3(a) and (b)) combined with EDS elemental mapping results reflect that the Si-AZN and Si-AN are comprised of fine Si grains (dark regions) with the size of ca. 100 nm surrounded by the matrix grains in which the metallic elements are uniformly distributed. It is interesting to note that the Si-Al-M alloys with Ni of 2 at% (Si-AZN and Si-AN) show much smaller Si grain size than Si-AZ without Ni component, even though both kinds of the Si-Al-M alloys have almost similar alloy composition with the exception of Ni. It is also found that the grain size of Si phase in Si-AZN is slightly larger than that of Si-AN. Consequently, it is inferred that the incorporation of Ni into Si-Al-M alloys leads to the formation of fine Si grain by effectively suppressing the grain growth of Si crystallites during the alloying process. According to the previous studies of Si alloys, the glass forming ability (GFA) could be controlled by incorporation of small amount of elements, which have a negative value of mixing enthalpy like Ni and/or Zr to Si. Besides this condition to acquire high GFA, atomic size difference and multicomponent composition system were suggested [20,22].
Furthermore, the SAED patterns in Fig. 3(c) and (d) indicate that the Si-AZN and Si-AN contain the crystalline Si phases, which can be confirmed by the clear observation of the characteristic diffraction rings corresponding to the (111), (220) and (311) planes of Si. However, it should be stressed that the Si-AN has crystalline Al phase (characteristic ring assigned to the (111) plane of Al) in the amorphous matrix phase in contrast to Si-AZN, which is in accordance with the XRD results (Fig. 1(b)). Considering that the Si-AZ and Si-AZN with Zr component show the similar amorphous behavior of Al matrix phase, it seems that the incorporation of Ni may promote the crystallinity of Al in the amorphous matrix phase, whereas the formation of crystalline phase can be hindered by the presence of Zr component. This phenomenon is not clearly understood but it might be attributed to the difference of GFA by Ni and Zr, the mixing enthalpy of Si-Ni and Si-Zr is ŌłÆ23 and ŌłÆ67 KJ (mole of atoms)ŌłÆ1, respectively [20, 22].
To examine the Li storage capability of Si-Al-M alloy materials, we constructed and tested the half-cells using a Li metal as the counter electrode. Figs. 4 (a)ŌĆō(c) illustrate the charge-discharge profiles of Si-AZ, Si-AZN, and Si-AN, respectively. A single long potential plateau appeared on the first lithiation process in all samples correspond to the typical conversion of crystalline Si to amorphous lithium-silicide followed by formation of crystalline Li15Si4. The sloping potential plateau observed during subsequent discharge-charge cycles attributed to the reversible reaction of amorphous Si with Li+ [17,23]. The initial Coulombic efficiency of Si-Al-M alloys was measured to be ca. 90%, which can be mainly attributed to the formation of the SEI layer during the initial lithiation reaction. The initial discharge capacities (volume fraction of Si phase) of Si-Al-M alloy electrodes were determined to be ca. 2167, 2047, and 2492 mAh/g for Si-AZ, Si-AZN and Si-AN, respectively, which are lower than the calculated theoretical value (2520 mAh/g) assuming the complete lithiation (Li15Si4) of Si with 70 at% content in the electrode. By these, the active Si contents of Si-Al-M alloy electrodes were determined to be ca. 60.2%, 56.9%, and 69.2% for Si-AZ, Si-AZN, and Si-AN, respectively. This means that there are inactive Si species in the amorphous matrix in Si-AZ, Si-AZN, which cannot contribute to the Li storage capacity, as evidenced by the EDS results (Figs. 2(b) and 3(c)). Compared with the Si-AZ and Si-AZN, higher specific capacity for Si-AN, which shows almost theoretical value, can be ascribed to the formation of crystalline Al phase in the matrix region, since the almost all of Si component may remain in the active Si region without formation of Si-Al-M amorphous matrix phase during the alloying process.
The cycle performance of the Si-Al-M alloy electrodes is compared in Fig. 4(d). The Si-AN electrode shows the enhanced cycle stability with capacity retention of ~91% and exhibits the higher Coulombic efficiency during 20 cycles in comparison to the other samples. The cycle performance of Si-Al-M alloys increases in the order of Si-AZ, Si-AZN, Si-AN. The capacity retention of Si-AZ, Si-AZN, and Si-AN is 76%, 78% and 91% upon 20 cycles, respectively. Considering that the crystal phase and the morphology of grains for Si-AZN are almost same with those of Si-AN with the exception of the crystalline Al phase in the matrix, the excellent cycle stability for Si-AN is responsible for the formation of crystalline Al phase in the amorphous matrix by the decrease of GFA. Thus, it is speculated that, in addition to the grain size reduction of Si phase, the incorporation of Ni component induces the formation of more ductile buffering-matrix with a highly conducting property due to the formation of crystalline Al phase, which results in higher Li storage capacity and enhanced cycle performance for the Si-Al-M alloys.
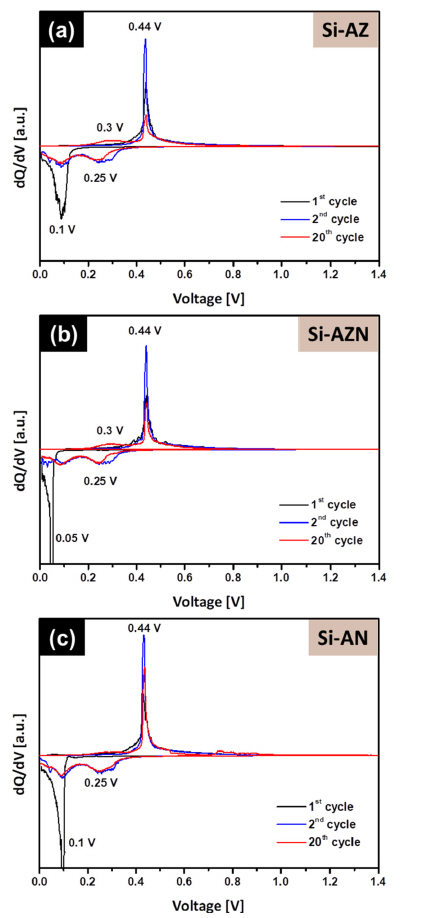
Fig. 5 (a)ŌĆō(c) shows the differential capacity vs. potential plots (dQ/dV) of Si-AZ, Si-AZN, and Si-AN, respectively. The dQ/dV plots were drawn from the corresponding charge/discharge profiles and provide valuable information on the reaction mechanism and degradation of Si. On the 1st lithiation, a peak under 50 mV corresponds to the conversion of crystalline Si through the amorphous LixSi to crystalline Li15Si4. Hereinafter, the cells were delithiated, and the narrow peak at 0.44 V indicates the presence of a two-phase transition between the crystalline Li15ŌłÆSi4 and amorphous Li~2Si. From the 2nd lithiation cycle, two broadened and one sharp peak is a consequence of the transition of amorphous silicon to various silicides and eventually the crystalline Li15Si4 formation. These dQ/dV data are in good agreement with the previous studies [2,5,13,15]. After 20 cycles, one can observe the formation of a new broad peak at 0.3 V in all samples except Si-AN, and suppression of the sharp peak at 0.44 V in delithiation process. Similarly, the formation of a broad peak was observed and investigated in detail through the OCV tests in our previous study [24]. This behavior is directly related to the material state change upon cycling and leads to a gradual capacity degradation [24,25].
4. Conclusions
Nanocrystalline Si-Al-M alloy ribbons were successfully synthesized by the melt-spinning method. Si-Al-M alloy with Ni component exhibits the improved Li storage capability in terms of capacity and cycle stability. Based on the microstructural analyses, it is suggested that incorporated Ni plays a positive role in inducing the grain size reduction of Si and the formation of crystalline Al in the amorphous matrix by the control of GFA, thereby improving the electrochemical performance of Si-Al-M alloy. It is expected that further optimization of alloy composition could lead to the more enhanced performance of the Si-Al-M alloy as an anode for LIB.