

1. Introduction
The textile sector generates colored wastewater that is heavily polluted with generally synthetic dyes, auxiliaries, and salts [1]. Thus, textile wastewater discharged into a freshwater environment has become crucial issue. Especially colored discharges have shown to cause toxic effects on aquatic flora and reduced light transmittance directly prevents photosynthetic activity [2].
Synthetic dyes are classified into azoic, reactive, disperse, direct, acid, basic, sulfur, mordant, and vat dyes based upon their chemical composition and the method of their application in the dyeing process [3]. The most common allergen dyes which adversely affects the immune system by penetrating through the skin are disperse ones characterized by lipophilic behavior and low molecular weights [4]. Concern arises, as many disperse dyes are made from known carcinogens such as azo and nitro-compounds [5]. Anthraquinone-based disperse dyestuffs are the most resistant ones to biological and chemical reduction due to their aromatic ring structure [6].
Disperse dyestuffs characterized by non-ionic small particles which have aqueous dispersions insoluble at room temperature and substantivity to hydrophobic fibers [7]. Thus, these dyes are suitable for dyeing of polyester, cellulose acetate, nylon and acrylic fibers [8]. Dyeing of polyester fibers is very difficult in normal conditions due to the high crystal-line structure of the fibers, the hydrophobic character and the absence of effective functional groups in which the dye molecules can form chemical bonds. Therefore, the dyeing process can be carried out at high temperatures (up to 130┬░C) for the fibers to be dyed efficiently [9]. Dye particles are stabilized with dispersing agents used as auxiliary chemicals. In order to avoid problems during the dyeing process with disperse dyestuffs, the pH of the flotte should be kept between 4.5 and 5.5 [10]. It is recommended to adjust the pH of the dyebath with organic acid (i.e. acetic acid) for better adsorption onto the fiber [11]. The quantity of dye lost in the discharged effluent is estimated to be around 10% for disperse dyes [12].
Biological methods, especially activated sludge, are preferred to treat textile wastewater; because they are generally cheap and capable to remove organic pollutants and dyes [13]. Disperse dyebath wastewater (DDW) cannot be readily bio-degraded, because the structures of most commercial dye compounds are generally complex and most of them are non-biodegradable [14]. The dyestuff and organic pollutants in textile wastewater can be effectively removed by conventional methods such as chemical coagulation [15], advanced oxidation [16] and adsorption [17], electrooxidation [18]; but, the operating cost of these treatment methods are relatively high. To treat non-biodegradable material in textile wastewater by conventional methods is required more chemicals and energy consumptions comparing to electrocoagulation (EC) proces. Therefore, EC process started to commonly used to treat wastewater containing textile dyes [19ŌĆō24]. EC used to overcome some problems caused by other treatment methods. Additionally, EC have some advantages such as less sludge production, small area requirement and low initial investment cost [25ŌĆō27].
Most of studies have been focused on treatment of synthetically prepared dye solution using lab-scale EC process in a batch mode. Based on previous studies, decolorization varies between 85ŌĆō100% while COD reduction changed from 40% up to 80% at optimized operating conditions [28,29]. Initial pH, current density, current efficiency, electrode material (aluminum, iron or stainless steel), electrode connection type (monopolar parallel or serial, and bipolar-serial), electrolysis time, inner-electrode distance and temperature have been determined as important factors for process efficiency [30ŌĆō32]. Electrochemical, chemical and physical processes, which occur simultaneously or sequentially in the EC, complicate the description of the pollutant removal mechanism [33,34]. It is reported that EC is very efficient in treatment of wastewater containing dye with low energy consumption [25,35].
The management of sludges generated in treatment plants is of importance that they cannot be neglected when the treatment costs of treatment sludges are taken into consideration. The amount of monomeric and polymeric precipitates based on Al-Al and Fe-Fe electrode pairs differ due to the auxiliary chemicals used in the textile sector. Therefore, it is of great importance to determine the sludge amount generated from the EC process.
Traditionally, optimization has been carried out by monitoring the influence of one factor at a time on response to find the best solution [36]. Its major drawback is that it does not represent the interactive effects among the independent variables on response. At the same time, the one-factor optimization increases the number of experimental runs, which is often very expensive or highly time-consuming approach [37,38]. Response Surface Methodology (RSM) is a combination of mathematical and statistical methods to design the experiments, useful to improve and optimize the process performance [39]. RSM can be used to developed satisfactory relation between response and EC variables with a limited number of experiments [40] Analysis of variance (ANOVA) is a statistical method used to determine the significant effects of variables and goodness of fitted models [41].
Dye removal from the textile wastewaters by EC is widely studied; however, limited studies are available about the effect of dyeing auxiliaries (acetic acid and dispersing agent) on the process performance with the lowest cost. Therefore, the main aims of the study are (i) to determine optimum operating conditions with cost-effective approach using both Al-Al and Fe-Fe sacrificial electrode pairs to remove COD and decolarization for DDW consisting of the disperse dyes and dyeing auxiliaries, (ii) to predict the COD reduction and decolorization rates satisfactorily by kinetic assessment, and (iii) to reveal the relationship between electrode consumption and sludge production.
2. Materials and Methods
2.1 Synthetic and real industrial disperse dyebath wastewater (DDW)
Synthetic DDW was prepared on the basis of typical disperse dyeing recipe obtained from a local textile manufacturer using 120 mg/L disperse dyes (by mixing three dyes: 5 mg/L of Disperse Yellow 241 (STPRS YEL CE5G), 100 mg/L of Disperse Red 362 (STPRS PNK FBSM), and 15 mg/L of Disperse Blue (STPRS RBN CERN), 1.5 g/L dispersing agent and 1.5 g/L acetic acid. In addition, 1 g/L NaCl was added to reduce the energy cost by increasing conductivity and reducing the potential difference [19]. 10% of the disperse dyes and all of the dye auxiliaries were assumed to remain in the DDW. In order to verify the results obtained with synthetic wastewater, real wastewater was collected from the local textile manufacturerŌĆÖs disperse dyebath effluent. Characterizations of synthetic and real disperse dyebath wastewater are presented in Table 1.
2.2 Experimental procedure
The experimental setup used in this study has been described in our previous publication [42]. At the beginning of each run, NaOH was used to set the pH, and 200 rpm mixing rate in the EC reactor was kept constant throughout the batch experiment at room temperature. Then, the supernatant was collected from the EC and filtered using glass fiber filters (0.45 mm microspore) to find decolorization and COD reduction rate. Electrode consumption and the amount of genereted sludge were determined using the methods suggested by previous studies [28,43].
2.3 Response Surface Method
Design Expert software package, version 11.0.3 (Stat-Ease Inc., MN, USA) was used for the scheduling the experiments and data analysis. Design of Experiments (DoE) is a powerful technique to optimize process performance and it has been broadly implemented in process design and development. A three-factor and a five-level central composite design (CCD) consisting of 17 runs were conducted including three replicates at the center point (a= 0) for Al-Al and Fe-Fe electrode pair. The coded process variables at five levels between ŌłÆ1.68 and +1.68 at the actual ranges determined according to preliminary experimental studies and literature surveys and presented in Table 2.
In our study, the polynomial function including quadratic terms allows to predict the responses (COD removal (YCOD, %), decolorization (Y525 %) for Al-Al and Fe-Fe electrode pairs) based on the independent variables (X1, X2 and X3) at selected range. The experimental findings were evaluated by the analysis of variance (ANOVA) in the confidence level of 95%. Backward elimination procedure was used to exclude the non-significant terms (p value > 0.05).
2.4 Analytical Methods
All chemicals were of analytical grade obtained from Merck. Disperse dye auxiliary and dyestuffs were obtained from local manufacturer. Three wavelengths, 436 nm, 525 nm, and 620 nm, were chosen to determine the apparent color based on EN ISO 7887. Decolorization was only presented in terms of absorbance at 525 nm, because of the dominant wavelength was 525 nm for DDW. Closed reflux colorimetric method (SM 5220 C) was used for COD analysis. WTW 340i model pH meter was used to measure pH.
2.5 Operating Cost
Electricity, electrode material, and chemical consumption are considered to determine the operating cost by using followed equation (Eq. 1) for treatment of DDW:
where CChemical is the chemical consumption (kg/m3), CElectricity is the electricity consumption (kWh/m3), CElectrode is the electrode consumption (kg/m3), and Csludge is the amount of generated sludge (kg/m3) were determined based on previous studies [44]. The unit prices for electrical energy, electrode materials (Al and Fe) and sodium hydroxide from Turkish market used in calculating the operating cost were 0.072 Ōé¼/kWh, 1.65 Ōé¼/Kg for Al electrode, 0.85 Ōé¼/Kg for Fe electrode and 0.40 Ōé¼/Kg, respectively. The cost of sludge handling was 0.09 Ōé¼/Kg.
3. Results and Discussion
3.1 Prediction of model equations and statistical analysis
Initial pH, current density and electrolysis time which were determined as the most important operating parameters were optimized by using approximating functions based on the data given in literature (XXX). CCD were selected to reduce the number of experiments and to reveal the combined effect of the independent variables on process performance in terms of COD reduction and decolorization for both Al-Al and Fe-Fe electrode pair (Table 3).
The experimental results were analyzed by RSM. An empirical relationship expressed by a second-order polynomial equation between process variables and responses according the results. The fitted second-order models in terms of coded factors can be used to explain COD reduction and decolorization. The fitted models are given in Eq. 2 and for Al-Al electrode pair and Eq. 4 and 5 for Fe-Fe electrode pair:
Al electrode;
Fe electrode;
The signs in front of the fitted model terms can be used to explain the type of effect (synergistic or antagonistic) on response. It was observed that, when the value of positive sign terms in models was increased, it leads to an increase in COD reduction and decolorization. The terms with negative signs have diminishing effect on response. The generated models for both of Al-Al and Fe-Fe electrode pair fitted very well to the actual results for treatment of DDW by EC. The model must be generated appropriately to avoid poor or ambiguous results [45]. After discarding the non-significant terms by backward elimination process at p<0.05, the fitted models were regenerated only with statistically significant terms and were tested by ANOVA (Table 4).
Based on previous study, for a good fitting of experimental results with proposed models, R2 and AP should be at least 0.80 and 4, respectively [28]. Adjusted R2 indicates how well terms fit a curve or line but adjusts for the number of terms in a model. If the model contains a large number of non-significant terms, the R2adjusted value will be decrease. The value of R2adjusted is equal to or less than R2. In addition, the closeness of R2adjusted and Pred-R2 values (allowable value 0.2) is indicative of a statistically successful model [46]. Most of the CV values were less than 5% which represents great precision and reliability for our experimental results [47]. Based on descriptive statistics, generated models can be used to reveal the process behavior.
3.2 Effect of variables
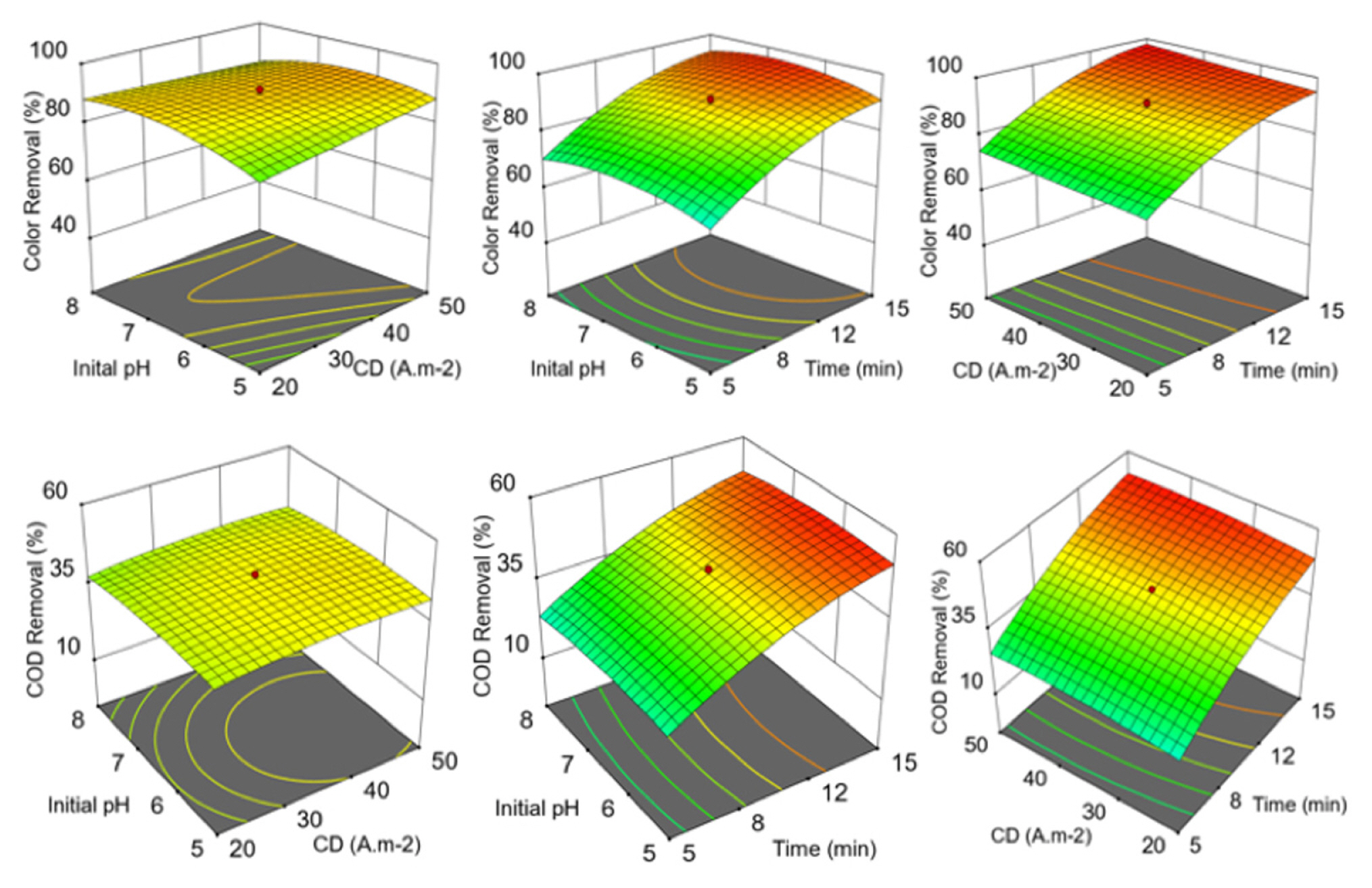
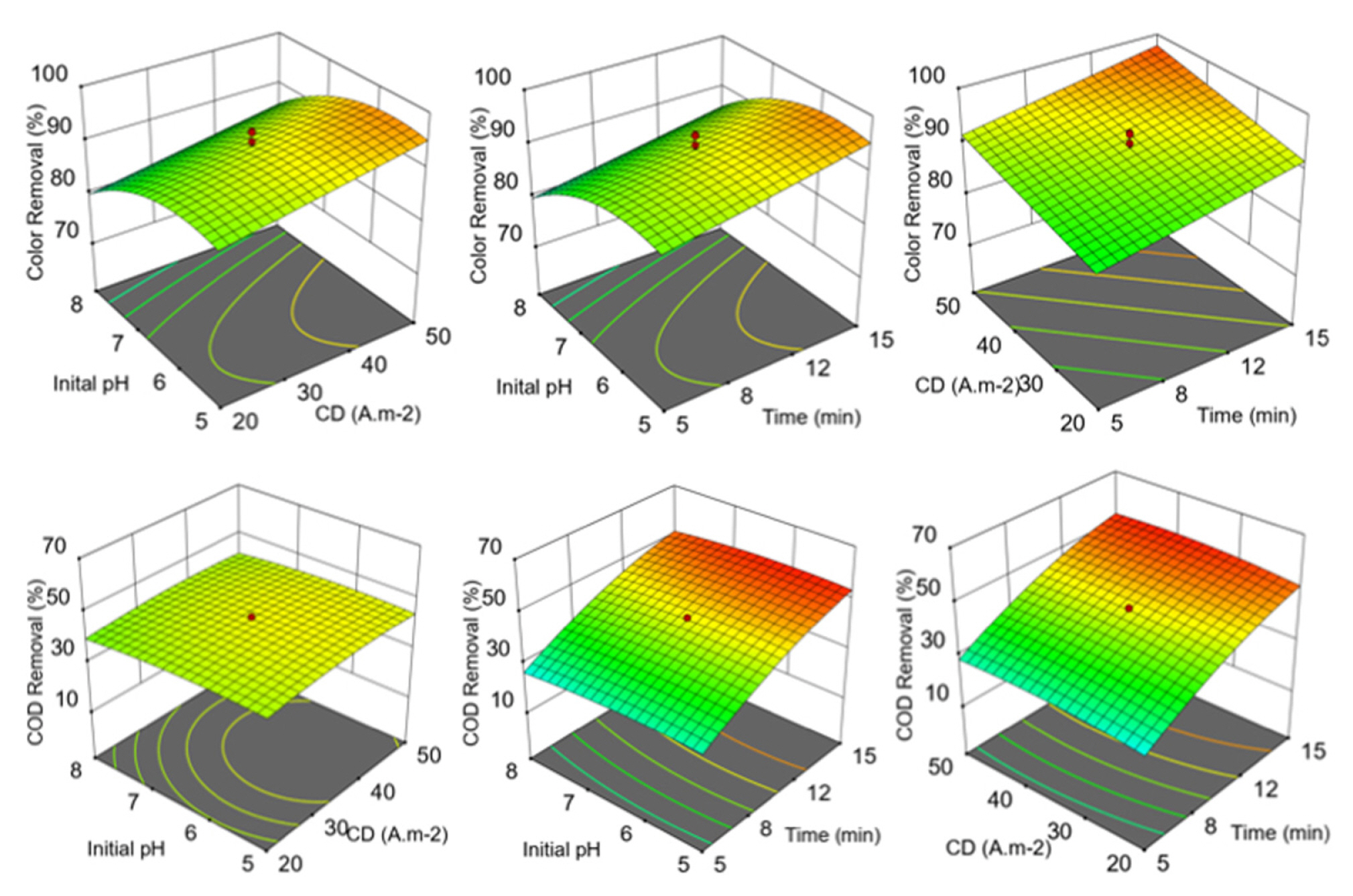
It was determined that initial pH, current density and electrolysis time had remarkably effect on decolorization and COD reduction for Al-Al and Fe-Fe electrode pairs. All of them were statistically significant (p <0.005). 3D surface response plots (Fig. 1 for Fe-Fe electrode pair and Fig. 2 for Al-Al electrode pair) were prepared to estimate the effect of independent variables on COD reduction and decolorization. In each plot, two variables were demonstrated while the other one was kept at center point (a= 0).
EC is one of the methods frequently used to achieve the desired success in the treatment of textile wastewater. The optimum pH value determination is very important. pH controls the generation of monomeric and polymeric species which have different absorbing properties based on the electrode type in the aqueous solution. It was determined that COD removal efficiency increased up to 43% by increasing pH value to 5.8 and decolorization increased up to 90% when the pH value was increased to 6.8 for Fe-Fe electrode pair. The amount of flock generation related with current density and electrolysis time according to the Faraday law. Increased electrolysis period and current density resulted in increased COD reduction and decolorization.
When the operating cost was not considered, 52% COD reduction and 97% decolorization were obtained for Fe-Fe electrode pair at the highest current density (50 A/m2) and electrolysis time (15 min). Limited COD reduction can be explained by the fact that all COD in the DDW was dissolved. Disperse dyes can be treated with EC process at shorter electrolysis times and current densities due to their hydrophobic nature. Similarly, in a previous study with DDW without auxiliary chemicals, it was reported that decolorization was achieved within a short electrolysis time of 4.5 min [48]. Based on another study conducted with stainless steel electrodes, the electrolysis time of 10ŌĆō15 minutes was sufficient for approximately 55% COD removal and 100% decolorization, with an optimum pH range of 5.5 to 9.5 [49]. In addition, it is reported that less chemical is used for disperse dyestuffs than reactive dyestuffs in chemical coagulation processes [20].
As seen in Fig. 2, to obtain highest COD reduction and decolorization for Al-Al electrode pair, pH should be in the range of 5.0ŌĆō7.0 to form Al (OH)3 in solid form. Therefore, the initial pH value was very important. When the initial pH was increased from 5.0 to 8.0, there was no change in COD removal efficiency (Ōēł45%), but a decrease in color removal. At the same time, similar to another studies, when aluminum electrode was used, COD and color removal efficiencies increased as electrolysis time and current density increased [50].
Design Expert software used for numerical optimization of the experimental conditions (independent variables) such as initial pH, current density and electrolysis time to maximize the COD removal efficiency and decolorization and to minimize the total operating costs included energy, electrode and chemical consumption and sludge handling based on the desirability functions. The goals for each independent variable were selected in the range as criteria, while the goal is to maximize the response variable in terms of COD removal efficiency and decolorization and is to minimize the total operating cost. Same weight and the same importance were selected both dependent and independent variables. For the Al-Al electrode pair, a current density of 20 A/m2, an electrolysis period of 15 minutes and an initial pH of 5.3 were determined as optimum operating conditions to achieve 92.8% decolorization and 51.3% COD removal efficiency with operating cost of 0.19 Ōé¼/m3 treated wastewater. However, if the Fe-Fe electrode pair was used, a current density of 20 A/m2, an electrolysis period of 15 minutes and an initial pH of 6.20 were determined as optimum operating conditions to achieve 90.5% decolorization and 49.2% COD removal efficiency with operating cost of 0.20 Ōé¼/m3 treated wastewater. Al-Al electrode pair are proved to be better than the Fe-Fe electrode pair in the present study.
At the optimum, cost items were determined as energy (0.269 kWh/m3 equal to 0.019 Ōé¼/m3 for Al-Al electrode pair and 0.252 kWh/m3 0.018 Ōé¼/m3 for Fe-Fe electrode pair), electrode (0.059 kg/m3 equal to 0.097 Ōé¼/m3 for Al-Al electrode pair and 0.089 kg/m3 equal to 0.076 Ōé¼/m3 for Fe-Fe electrode pair), chemical consumption (0.058 Ōé¼/m3 for Al-Al electrode pair and 0.081 Ōé¼/m3 for Fe-Fe electrode pair) and sludge handling (0.18 kg/m3 equal to 0.016 Ōé¼/m3 for Al-Al electrode pair and 0.28 kg/m3 equal to 0.025 Ōé¼/m3 for Fe-Fe electrode pair).
Eventually, total operating cost components included energy, electrode and chemical consumption and sludge handling were determined as 10.0%, 51.1%, 30.5% and 8.4% for Al-Al electrode pairs, and 9.0%, 38.0%, 40.5% and 12.5% for Fe-Fe electrode pairs, respectively. The results showed that there are significant differences between the contribution of cost items on total cost, even though the costs are relatively equal. Al-Al electrode pair gives better decolorization and COD reduction at lower pH. Based on our results, it is simply seen that operating cost items change mostly based on NaOH utilization to regulate inital pH due to the low pH of DDW which was neglected in many previous studies.
3.3 Verification of optimized conditions using synthetic and real DDW
The appropriateness of the predictive model equation was tested using optimal conditions to determine the optimal response values for synthetic DDW. The predicted COD and decloarization values were in close agreement with the experimental values (error <5%) and were found to be not significantly different using paired t-test [51]. In experimental studies were conducted with real wastewater, 93.0% of decolorization and 51.5% of COD reduction were obtained with sludge production of 185 mg/L for Al-Al electrode pair, while 92.2% of decolorization and 46.9% of COD reduction were obtained with sludge production of 276 mg/L for an Fe-Fe electrode pair. The current experimental results confirmed that the prediction models were of sufficient accuracy and precision in verification studies conducted with both synthetic and real wastewater.
3.4 Kinetic study
The treated samples were collected at 5-minute intervals to monitor changes in decolorization and COD reduction from the EC at the optimum operating condition for kinetic assessment. Kinetic evaluation of EC process using both Al-Al and Fe-Fe electrode pair indicated that COD removal and decolorization fitted fairly well the first-order kinetic rules (Eq. 1).
Where k1 is the first-order rate constant in 1/min, Ct is effluent COD (mg/L) or Color (1/cm), t is electrolysis time.
The removal rate can be obtained from the slope of straight line as a kinetic coefficient for COD reduction and decolorization. Decolorization rate constants were calculated as 0.21 1/min and 0.20 1/min for Al-Al and Fe-Fe electrode pair, respectively. Similarly, researchers reported that decolorization rate constant for textile dye increased from 0.26 1/min to 0.34 1/min by increased current density from 2.0 mA/cm2 to 4.5 mA/cm2 [19]. COD reduction has a lower kinetic constant compared to decolarization. The first order COD reduction rate constants were determined as 0.051 1/min and 0.047 1/min for Al-Al and Fe-Fe electrode pair, respectively. In another study conducted using real wastewater, COD reducation rate constants were 0.050 1/min, 0.026 1/min and 0.044 1/min for Fe-Fe, Al-Al and Al-Fe electrodes pairs, respectively [52]. These results show that electrode material has a significant effect on COD reduction rate.
3.5 Sludge Production
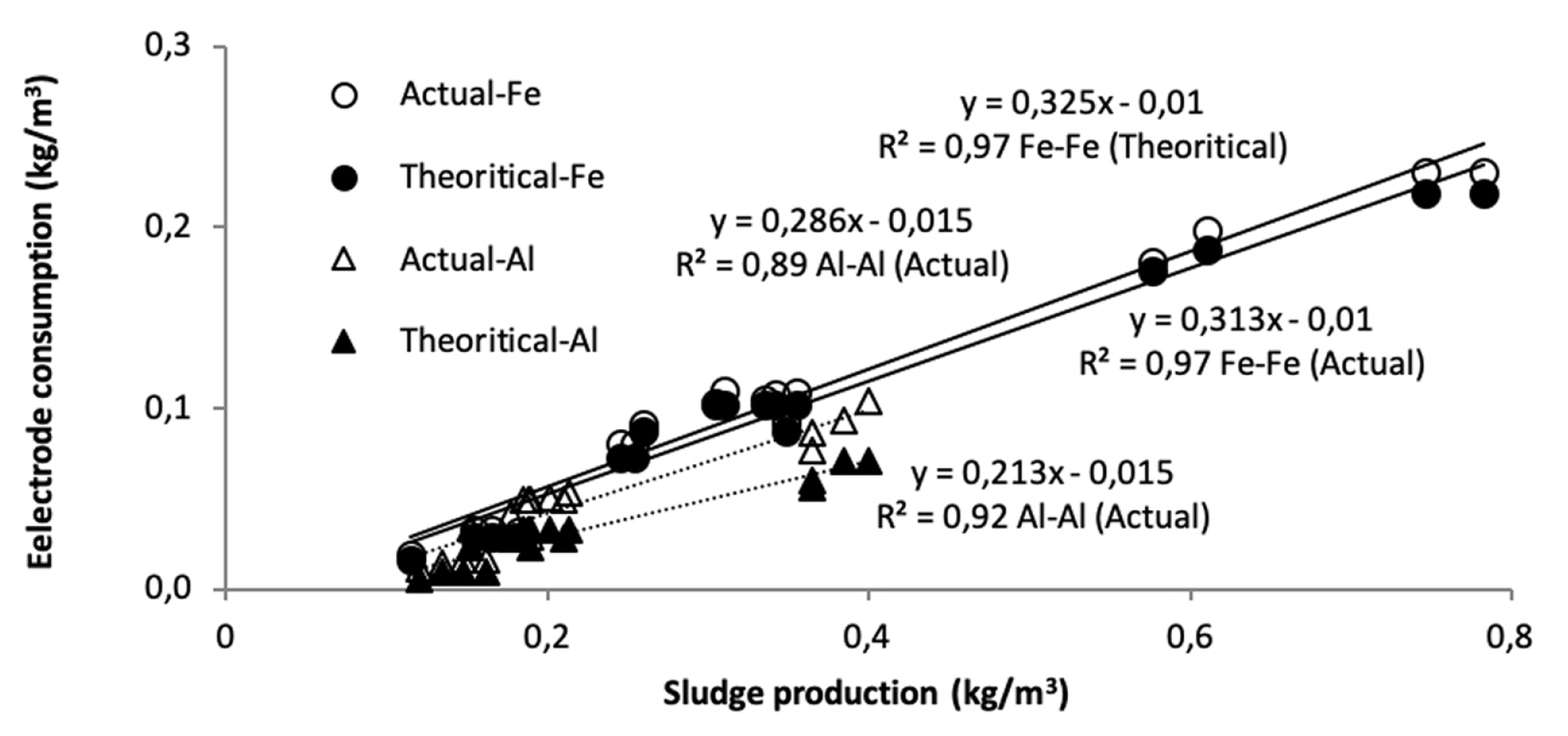
In electrocoagulation processes, coagulant is produced electrochemically. In this process, metal dissolution occurs in the anode in accordance with faraday laws, while water reduction in the cathode. The formation of polymeric and monomeric aluminum/iron compounds based on electrode materials can be explained by complex electrochemical reactions and solution pH [53]. Therefore, it is important to determine the relationship between sludge formation and actual electrode consumption. The relationship between electrode consumption and sludge production are illustrated in Fig. 3.
The increase theoretical dissolution as a function of applied current and electrolysis time was confirmed by the measuring the amount of produced sluge. At the optimum condition, the amount of generated sludges were 0.18 kg/m3 (equal to 1.61 g/g of dye removed) and 0.28 kg/m3 (equal to 2.60 g/g of dye removed) for Al-Al and Fe-Fe electrode pairs, respectively. Similar results reported at previous studies [54]. Experimental studies have shown that there was the linear relationship between electrode loss and sludge production.
4. Conclusions
In this study, the process variables affecting COD removal and decolorization from DDW simulated by a batch-operated laboratory scale EC were optimized using RSM. The Al-Al electrode pair was proved to be better than Fe-Fe electrode pair as a sacrificial electrode material in terms of COD removal and decolorization with low operating cost. The results showed that there is a significant difference between the cost items, even though the operating costs are relatively equal for treatment of DDW. Although it has been neglected in many studies, the chemical cost required for pH regulation had a significant share in the total cost. In addition, it was obviously deductible that the decolorization was occurred more quickly than COD removal for both electrodes based on kinetic rate constants. Experimental studies reveal that the there was a linear relationship between electrode loss and sludge generation.